How to Choose the Best Motorized Valve for Your Industrial Needs
In today's industrial landscape, the choice of a motorized valve is crucial for ensuring efficiency and reliability in fluid control processes. As reported by Research and Markets, the global motorized valve market is expected to reach $25.8 billion by 2027, growing at a CAGR of 6.7% from 2020 to 2027, driven by increased demand in sectors such as oil and gas, water treatment, and chemicals.

The right motorized valve not only improves operational performance but also enhances safety and reduces maintenance costs. This surge in demand highlights the importance of selecting valves that align with specific industrial needs, considering factors such as material compatibility, pressure ratings, and automation features. In this blog, we will explore key considerations and best practices for choosing the ideal motorized valve to optimize your industrial operations, ensuring that your systems are both robust and efficient in a competitive global market.
Understanding Motorized Valves: Types and Applications in Industry
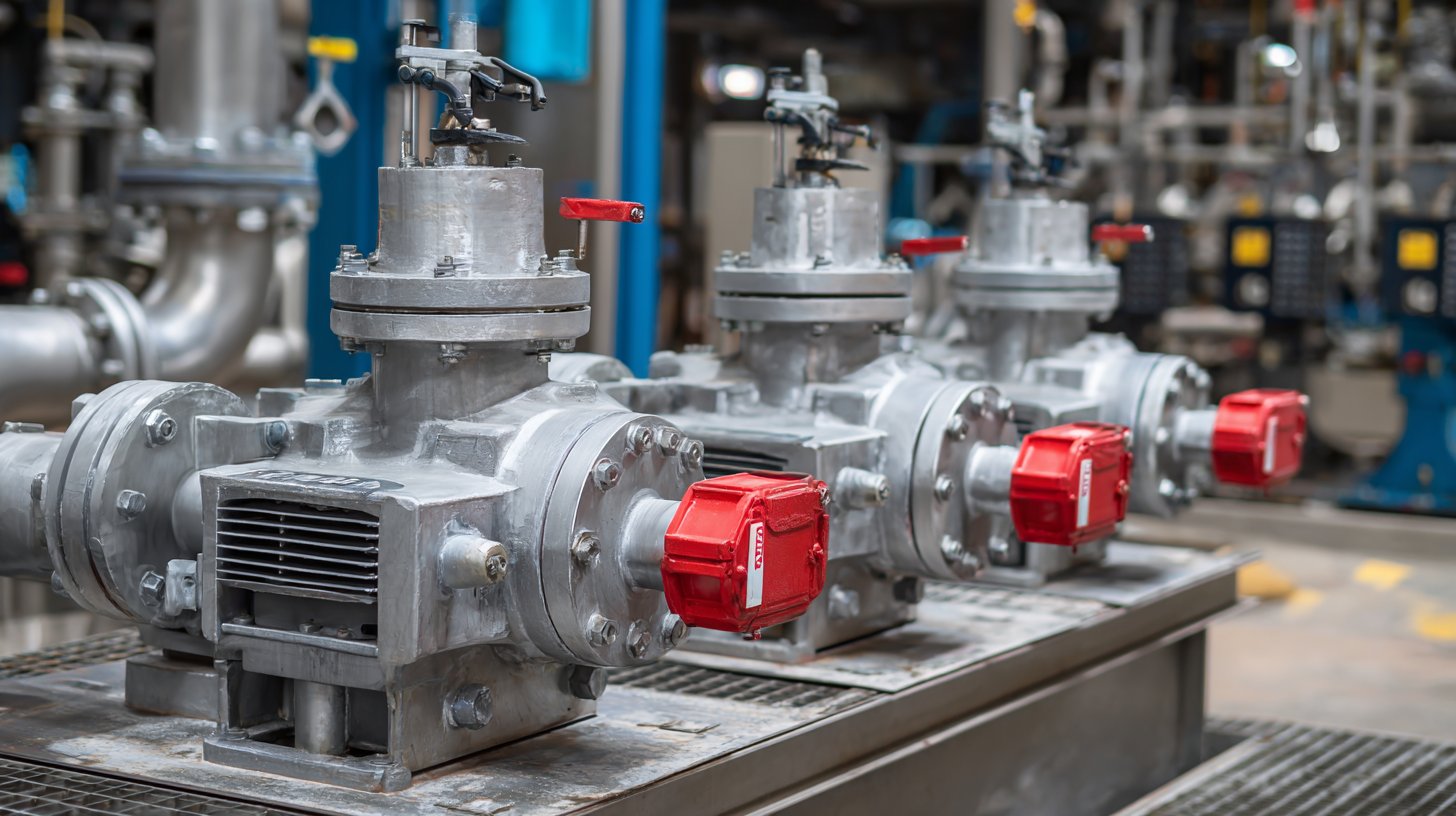
Motorized valves play a crucial role in various industrial applications, facilitating the controlled flow of fluids and gases. There are several types of motorized valves, each suited for specific uses. For instance, ball valves offer reliable sealing and can handle high pressures, making them ideal for applications involving liquids and gases under pressure. On the other hand, butterfly valves are often used in large-scale systems because of their lightweight design and ability to regulate flow with precision.
Understanding the specific needs of your application is vital when choosing the right motorized valve. Factors such as the type of fluid being controlled, temperature, pressure, and required flow rate will influence the decision. In environments where space is limited, compact valves like solenoid valves might be more beneficial, while larger systems could leverage actuated gate valves for robust flow control. Ultimately, selecting the best motorized valve hinges on a thorough understanding of these types and their applicable contexts within the broader scope of industry operations.
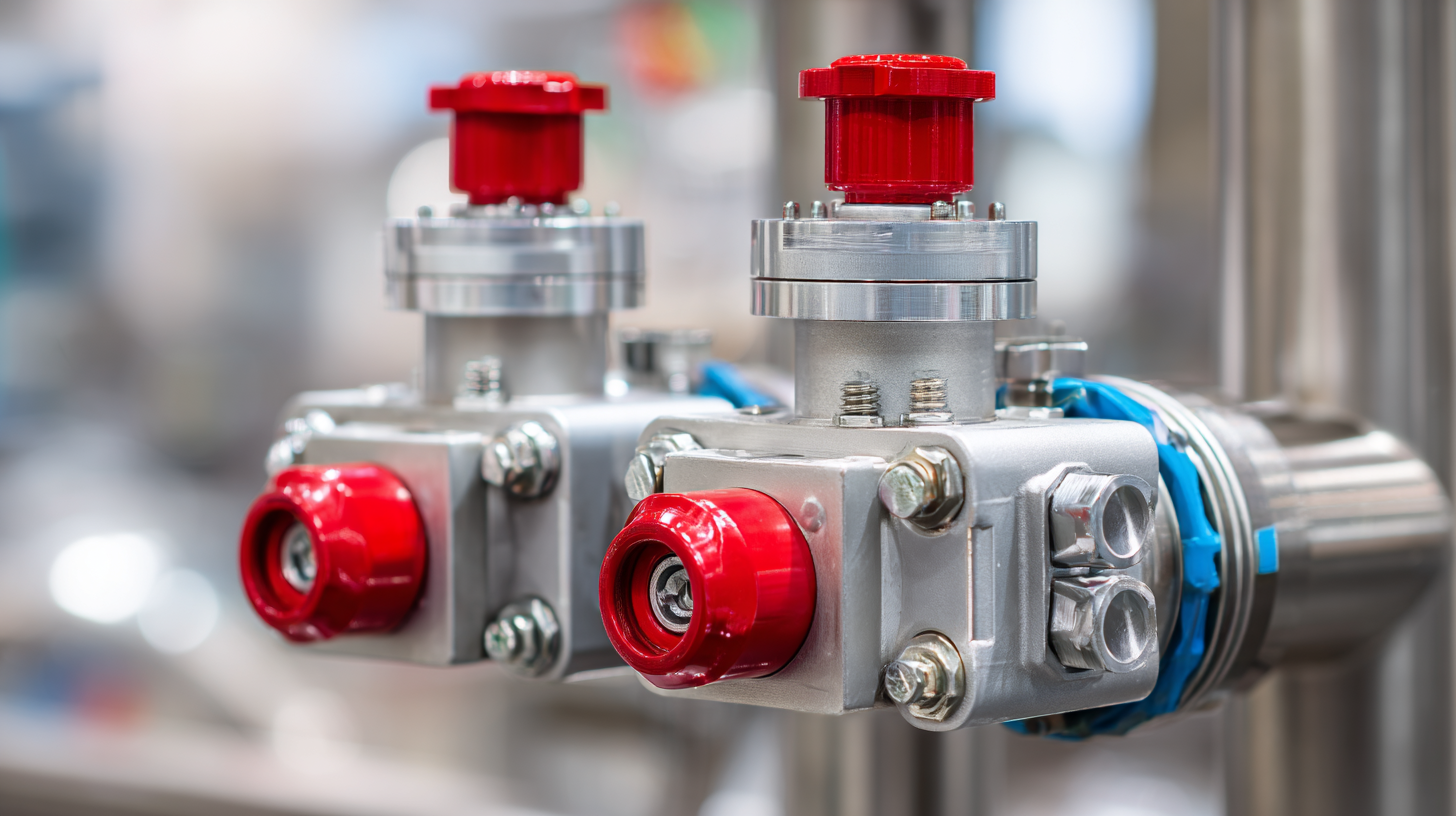 When selecting a motorized valve for industrial applications, it’s crucial to consider the specific requirements of your tasks. Different processes demand different valve types, and understanding the nature of the operation can greatly influence performance and efficiency. For instance, high-pressure systems may require **robust valves** that can withstand intense conditions, while **corrosive environments** dictate the use of materials that resist damage.
When selecting a motorized valve for industrial applications, it’s crucial to consider the specific requirements of your tasks. Different processes demand different valve types, and understanding the nature of the operation can greatly influence performance and efficiency. For instance, high-pressure systems may require **robust valves** that can withstand intense conditions, while **corrosive environments** dictate the use of materials that resist damage.