Top 10 Benefits of Using Ball Check Valves in Industrial Applications
In the realm of industrial applications, the importance of effective fluid management cannot be overstated. One crucial component that has gained recognition for its reliability and efficiency is the ball check valve. According to John H. Smith, a renowned expert in valve technology, "The ball check valve stands out for its simple design and remarkable ability to prevent backflow, making it an essential tool in various industrial processes." This statement encapsulates the core functionality and significance of ball check valves in modern engineering systems.
As industries evolve and the demand for streamlined operations increases, the adoption of ball check valves is becoming ever more prevalent. These valves offer a range of benefits, including enhanced safety, reduced maintenance costs, and improved system efficiency. In this article, we will explore the top 10 advantages of utilizing ball check valves in industrial settings, providing insights into how these innovative devices contribute to more effective and reliable fluid control. By understanding the transformative impact of ball check valves, industries can make informed decisions that enhance both productivity and operational integrity.

Key Advantages of Ball Check Valves in Industrial Systems
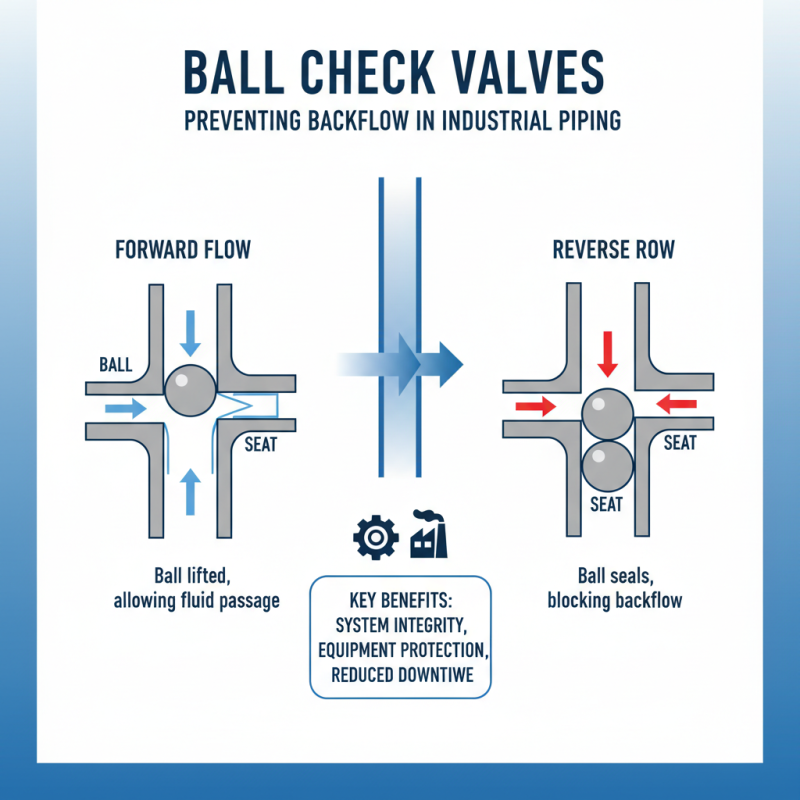
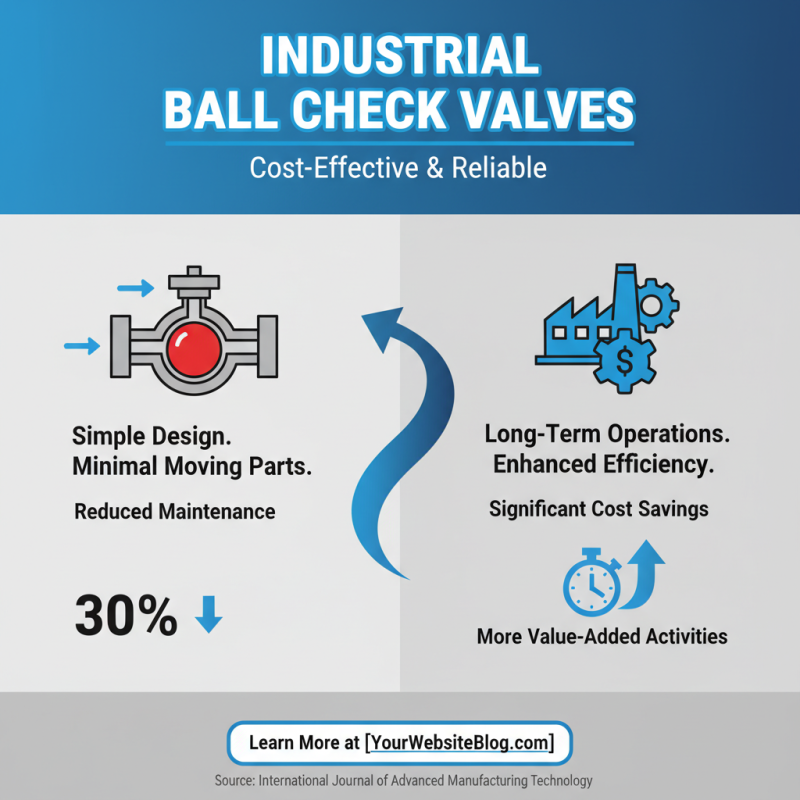
Ball check valves are essential components in industrial systems, offering a range of key advantages that enhance operational efficiency and reliability. One of the primary benefits is their ability to prevent backflow, ensuring that fluids flow in the desired direction. This functionality is crucial in various applications, such as water treatment plants and chemical processing, where contamination from reverse flow can lead to significant issues, including damage to equipment and compromised system integrity. Another notable advantage of ball check valves is their low maintenance requirement. Compared to other valve types, ball check valves have a simple design that minimizes wear and tear, reducing the need for frequent replacements and maintenance checks. This not only saves time but also cuts down operational costs, allowing businesses to allocate resources more effectively. Tips: When selecting ball check valves, consider factors such as fluid type, pressure, and temperature to ensure optimal performance. Regular monitoring of the valve's functionality can also help identify potential issues before they escalate, maintaining the integrity of your industrial systems. Additionally, using high-quality materials can enhance durability and performance, leading to longer service life and greater reliability.
Related Posts
-

Mastering the Basics of 3 Way Ball Valve Installation and Maintenance Guide
-

7 Essential Benefits of Using High Pressure Ball Valves in Industrial Applications
-

Understanding the Mechanism Behind Ball Check Valves
-

How to Choose the Right Ball Check Valve for Your Industrial Needs
-

The Ultimate Guide to Choosing the Right Stainless Steel Ball Valve for Your Industrial Needs
-

How to Choose the Right Stainless Steel Ball Valve for Your Needs